联系我们
18560023440
王经理:18560023440
地址:山东省德州市齐河县经济开发区齐众大道7号-2车间
 业内资讯
业内资讯
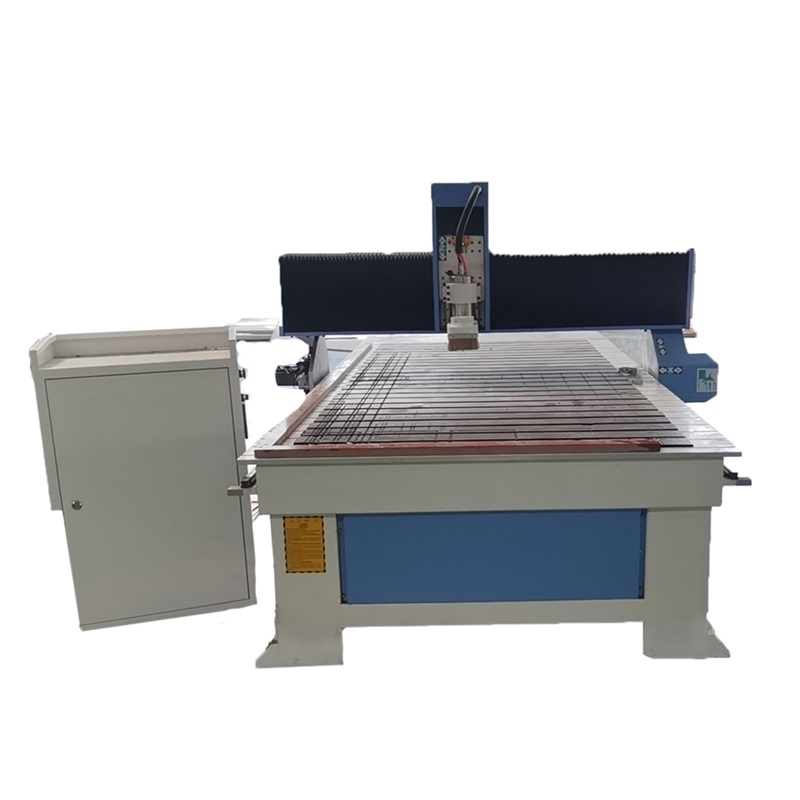
泡沫雕刻机的铸造工艺特点
来源:http://www.jmycnc.com 时间:2021-03-12
泡沫雕刻机一般是由高精度泡沫雕刻机生产出来的,泡沫雕刻机(又称实型铸造)是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,刷滁耐火涂层井烘干后,埋在干石英砂中经过振实,在负压作用下浇注成形的新型铸造工艺。
Foam engraving machine is usually produced by high-precision foam engraving machine. Foam engraving machine (also known as real mold casting) is a new casting process that is formed by bonding the foam model similar to the size and shape of the casting into a model cluster, drying the refractory coating well after being dried, and burying it in dry quartz sand and vibrating it under negative pressure.
a、铸件精度高
a. High precision casting
铸件尺寸形状精确,重复性好,表面光洁度高,具有精密铸造的特点
The casting has the characteristics of precise size and shape, good repeatability and high surface finish
b、产品质量高
b. High quality products

消失在模铸造工艺属精密铸造技术,铸造尺寸精度和表面光洁度远高于砂型铸造,模型不需分型开边,铸件无飞边毛刺;由于负压作用补缩能力强,铸件内部组织致密,浇冒系统处理好可使铸件无缩孔、缩松。
Lost foam casting is a kind of precision casting technology. Its dimensional accuracy and surface finish are much higher than that of sand mold casting. There is no need to split the mold and open the edge, and there is no flash burr in the casting. Due to the strong feeding ability of negative pressure, the internal structure of the casting is compact, and the casting has no shrinkage cavity and porosity when the pouring system is well treated.
c、工艺过程简化,容易操作
c. The process is simple and easy to operate
无论多么复杂铸件,均不必制芯、下芯可铸出φ3—5mm小孔;培养一个高等级造型工少5-10年,而培训一个EPC工艺成熟的操作人员只需三天;也即技术越发达,操作越简化。
No matter how complex the casting is, it is not necessary to make the core and lower the core to cast a 3-5mm small hole; it takes at least 5-10 years to train a high-level molding worker, but only three days to train a mature EPC process operator; that is, the more developed the technology is, the more simplified the operation is.
d、工艺稳定,产品废品率低
d. The process is stable and the rate of waste products is low
砂型铸造从配砂到造型、下芯、合箱等工序,人为因素造成的质量问题较多。EPC工艺不配砂、混砂、造型、修型,减少了许多人为因素,主要生产过程是按固定程序执行。因此,废品率低。
There are many quality problems caused by human factors in the process of sand mold casting from sand mixing to molding, core setting and box closing. EPC process does not match sand, mix sand, mold, repair, reduce many human factors, the main production process is carried out according to fixed procedures. Therefore, the scrap rate is low.
加之负压状态下浇注有较强的补缩作用。消失模铸造工艺可以使模型(EPC—聚苯乙烯泡沫塑料模型)群体埋箱浇注,生产效率比砂型铸造高4-5倍;落砂、清理工作量大大减少;不要配砂、混砂,不仅减少丁生产占地面积(面积可减少30%-50%),而且还大大减轻了工人体力劳动,劳动用工比砂型铸造减少50%,制造成本比传统精密铸造降低40%-60%,同传统砂型铸造相当;采用消失模铸造工艺,小几两大到几十吨铸件,从有色金属铸件到铸钢锌铁件均可生产。
In addition, pouring under negative pressure has a strong feeding effect. The lost foam casting process can make the model (EPC polystyrene foam model) embedded in box casting, the production efficiency is 4-5 times higher than that of sand mold casting, and the amount of sand washing and cleaning work is greatly reduced. Not mixing sand and mixing sand can not only reduce the production area occupied by Ding (the area can be reduced by 30% -50%), but also greatly reduce the manual labor of workers, and the labor employment is reduced by 50% compared with sand casting. The manufacturing cost is lower than that of the traditional precision casting, 40%-60% and the simultaneous interpreting sand casting are similar. The lost foam casting process can be used as small as several to several tens of tons of castings, from non-ferrous metal castings to cast steel and zinc iron parts.
- 上一篇:导致雕刻机主轴损坏的4种原因?
- 下一篇:双工序排钻开料机一般都是什么配置?