联系我们
18560023440
王经理:18560023440
地址:山东省德州市齐河县经济开发区齐众大道7号-2车间
 新闻资讯
新闻资讯
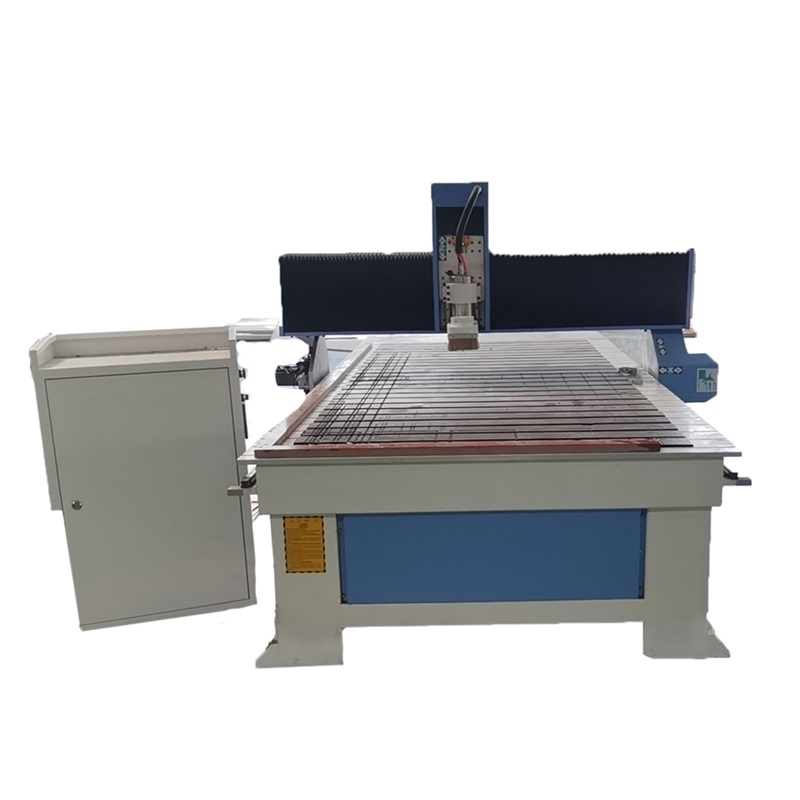
石材雕刻机工件原点和机械原点区别
来源:http://www.jmycnc.com 时间:2020-12-31
石材雕刻机是由数控系统控制的机械单元,系统本身只知道当前位置相对于以前的位置,这就需要选取一个参考点,使得机床上的任意位置都有一个固定坐标,就像地球上的任何一点都有他的经纬度一样,她也是有一个参考点的,同样在机械设备上这个参考点就是机械原点。
In the past, the position of any point on the NC machine tool is the same as that of any reference point on the NC machine tool Mechanical origin.
在理想情况下,开机加工前不回机械原点,是不会影响机械运行精度的。如果在加工过程中发生断电、急停、超范围碰撞等情况,这时重新启动机床继续加工将会偏位,你就很难找个刚才的加工位置。雕刻机开机后回机械原点,就是要确定工件坐标相对于机械坐标的位置。这样在加工过程中发生断电或紧停的情况,通过重新回机械原点就会找回工件坐标系,这样就会保证继续加工的精度。
In an ideal situation, it will not affect the accuracy of the machine if it does not return to the origin before starting the machine. If power failure, emergency stop, out of range collision and other situations occur during the processing, restart the machine tool to continue processing will deviate, and it is difficult for you to find a processing position just now. When the engraving machine starts up and returns to the mechanical origin, it is necessary to determine the position of the workpiece coordinate relative to the mechanical coordinate. In this way, in case of power failure or emergency stop in the process of machining, the workpiece coordinate system will be recovered by returning to the mechanical origin, which will ensure the accuracy of continuous machining.
工件原点就是工件坐标的原点,是为工件尺寸编程确定的原点,一般是工件加工的起始点。工件原点可由编程者选择。当我们选择"回工件原点…"选项,刀尖会自动从当前位置回到工件原点。
Workpiece origin is the origin of workpiece coordinate, which is the origin determined by programming for workpiece size, and is generally the starting point of workpiece processing. The workpiece origin can be selected by the programmer. When we choose "return to the workpiece origin The tool tip will automatically return to the workpiece origin from the current position.
为了在回工件原点过程中,刀尖能地通过经过的空间,而不会因为碰到工件、夹具等障碍发生事故,所以,回零路径进行如下优化: 1,如果终点Z方向坐标大于起点Z方向坐标,则Z轴先单独进给到Z轴终点位置,然后,X,Y轴联动,到达目的点。 2, 如果终点Z方向坐标小于起点Z方向坐标,则X,Y轴先联动到达目的点X,Y坐标,然后,z轴单独进给到z轴终点坐标。
In order to make the tool tip pass through the space safely in the process of returning to the origin of the workpiece, and avoid accidents due to encountering obstacles such as workpiece and fixture, the zero return path is optimized as follows: 1. If the z-direction coordinate of the end point is greater than the z-direction coordinate of the start point, the z-axis first feeds to the end point of the z-axis, and then the x-axis and y-axis are linked to reach the destination. 2. If the z-direction coordinate of the end point is less than the z-direction coordinate of the start point, the X and Y axes first reach the X and Y coordinates of the destination point, and then the Z axis independently feeds to the z-axis end point coordinate.
因为终点的Z坐标往往在工件的加工表面,为了避免刀尖回到工件零点后碰伤工件表面或刀尖,实际上,Z轴不是回到零,而在零点上方的一个偏置值。该值由"系统参数窗口"的加工参数中的"退刀点"设定
Because the z-coordinate of the end point is always on the machining surface of the workpiece, in order to avoid the tool tip hitting the workpiece surface or tool tip after returning to the zero point of the workpiece, in fact, the z-axis is not back to zero, but an offset value above the zero point. The value is set by the "tool return point" in the processing parameters of the "system parameter window"
- 上一篇:如何应对解决雕刻机工作时的灰尘?
- 下一篇:保丽龙雕刻机的需求量越来越大!